页面加载中...
你想找什么货品?
AMADA天田焊接直流逆变式焊接电源IS-300A-00-01青岛平山技研刘156-21198049

产品详情
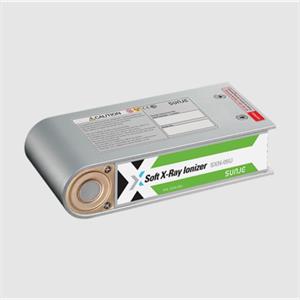
AMADA天田焊接直流逆变式焊接电源IS-300A-00-01青岛平山技研刘156-21198049
特点 ① 结构紧凑,输出比以前的型号高 1.5 倍(IS-120B 比较)
■ 特点 ② 可设定详细条件
6种控制方式
您可以选择“第一恒流有效值控制”、“第二恒流有效值控制”、“第二恒功率有效值控制”、“第一恒流峰值控制”、“第二恒压有效值控制”和“恒相位控制”,以实现稳定的焊接质量。可以对第 1 次~第 3 次通电进行各种设定。
“脉动”、“上坡”、“下坡”、“停止”配备脉冲限制功能,具有电源电压补偿功能
修正通电前电源电压波动的脉冲限制值的功能。当使用初级恒流峰值控制方法设置脉冲限制值时,此功能有效。■ 特点 ③ 变压器切换功能
通过使用变压器开关机MA-650A(可选),最多可以连接5台变压器。有助于提高生产节拍。
■ 特点 ④ 具有中断功能,熔断稳定
通过使用焊接检查器(带位移监控功能)设定电极位移量(熔深量),可以实现更稳定的熔断,当位移量达到设定水平时,输出中断信号并停止电流。
■ 特点 ⑤ 程序单元MA-660A(可选)
采用易于阅读的彩色液晶显示屏,让您检查电流/电压/功率值。
■ 特長⑥ 多言語表示対応
它是一个全球设计,支持四种语言:英语、日语、中文和韩语。
| 機種名 | IS-300A-00-00 | IS-300A-00-01 | |
| 電源電圧(出荷時固定) | 3相AC200~240V±10%(50/60Hz) | 3相AC380~480V±10%(50/60Hz) | |
| 最大出力電流 | 300A(波高値) | ||
| 条件数 | 255条件 | ||
| 出力周波数 | 600Hz 至 3kHz(可以 100Hz 增量设置) | ||
| 制御方式 | 第一恒流有效值控制/第二恒流有效值控制/第二恒功率有效值控制/第一恒流峰值控制(带脉宽限制功能)/第二恒压有效值控制/恒相位控制 | ||
| 定时器设定范围 (255条件) | 毫秒模式/循环模式 | ||
| 挤压延迟 | 0000~9999ms/000~999周期 | ||
| 挤 | 0000~9999ms/000~999周期 | ||
| 上坡 1,2,3 | 000~999ms/00~50周期 | ||
| 焊缝1,2,3 | 000~999ms/000~50周期 | ||
| 下坡 1,2,3 | 000~999ms/00~50周期 | ||
| 酷1,2 | 000~999ms/000~999周期 | ||
| 抓住 | 00000~20000ms/000~999周期 | ||
| 关*1 | 0或0010~9990ms/00~99cyc | ||
| 变压器匝数比 | 1.0~199.9 | ||
| 脉动设置 | 01~19 | ||
| 阀门设置 | 2系統 | ||
| 設定範囲 (1)定電流制御*2 (2)定電力制 (3)定電圧制御 (4)定位相制御 | (1)0.1~20.0kA (2)0.1~20.0kW | ||
| (3)0.20~9.99V (4)10.0~99.9% | |||
| 电流监视器 | 高 0.00~9.99kA / 低 00.0~99.9kA | ||
| 功率监视器 | 高 00.00~99.99kW / 低 000.0~999.9kW | ||
| 电压监测器 | 0.00~9.99V | ||
| 脉宽监视器 | 高 10.0~100% | ||
| 冷却方式 | 強制空冷 | ||
| 通信 | RS-232C(片方向)/ RS-485(双方向) | ||
| 設置条件 | 周囲空気温度 | +5~+40℃ | |
| 最高湿度 | 90%以下(无凝露) | ||
| 最高高度 | 1000m以下 | ||
| 質量 | 16.5公斤 | ||
¥235.00
 美国MEISEI导线热剥器M20-7B青岛平山技研刘156-21198049
美国MEISEI导线热剥器M20-7B青岛平山技研刘156-21198049¥0.00

相关产品
RELATED PRODUCTS

¥16000.00
¥0.00

¥6800.00
¥0.00
¥6200.00
¥0.00

¥12300.00
¥0.00

¥4100.00
¥0.00

¥4600.00
¥0.00

¥6500.00
¥0.00

¥4100.00
¥0.00

¥3650.00
¥0.00

¥1500.00
¥0.00

¥1500.00
¥1650.00

¥3500.00
¥0.00
社交网络